|

Cast Technologies: China Cast Metal Manufacturing is located Dongying City, Shandong Province. The manufacturing site is 10,000 Sq.Mtr with over 7,000 Sq. Mtr of office and production buildings. We have nearly 150 customers, with a monthly capacity of 60 ton of high-end precision castings. More than 95% products are exported to Europe,the United States, Australia, Japan, etc. |
| DESIGN GUIDE & TOLERANCES: The ultimate success of the casting design depends on the communication between the designer and foundry engineers. When the foundry is properly informed of part requirements, there is usually a compromise of specifications that will allow for maximum compliance to print specifications and finish part design. 1. Standard Linear Tolerance(mm)
2. Angularity As-cast tolerances of angles is mainly a function of the part design and their ocation in casting. They range from +/- 1/2 degree (considered minimum) for well supported positions to +/- 2 degree where existing distortion could be expected. Inclusion of gussets and ribs normally minimizes distortion and many sections can be mechanically straightened. 3. Flatness, Strengteness and Roundness
Straightening adds cost, but sometimes cannot be avoided. The actual straightening costs are often dependent on the tightness of the tolerance specified, so do not specify tighter flatness, straightness, roundness, or other requirements than you actually require. (Cheonseng typically straightens parts using die sets that will be included in your tooling price.) 4. Size and Weight Range Size and Weight. Part size and weight are the most critical factors in determining part cost because mold capacity is limited by both size and weight. The more pieces that can run on a mold, the lower the part cost. Unnecessary mass should always be removed by correct engineering practices to reduce part weight.
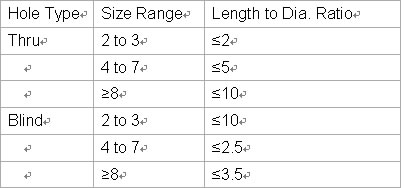
5. Surface Roughness 80 to 120 RMS are average. 6. Hole Length Making a good hole in a casting is dependent on the integrity of the shell. The ratio of holediameter to length is important in determining what can be offered. Blind holes must have aradius at the top and the bottom of the hole to insure that a strong core is built for castingpurposes and to insure the best possible casting
When possible, parts should be designed so that a single gate can feed the part. This will generally yield more pieces per mold and reduce the pour weight per mold. Cheonseng builds gate grind fixtures for virtually all parts produced
that require gate grind. When possible, the part should be designed
so the gate can be put on flat surface rather than curved surface.
Gate grind tolerances are listed from least to greatest cost. 8. Heat Treatment Heat treatments are used to control hardness, mechanical properties, corrosion resistance, and surface treatments. Unless otherwise indicated, all alloy steels are quoted with a normalize or anneal. All 300 series stainless steels and 17-4PH are quoted with a solution anneal. 9. Gaging Cheonseng performs a 100% visual inspection, However, if dimensional verification is required, a sampling plan and process control is less expensive than 100% gaging of each part. Fixed gages such as "go-no-go" are less expensive to use than gages with dial indicators. (Important: Whenever custom gages are used, there should be identical gages at Cheonseng and at the customer's plant.) 10. Non-destructive Testing All sample investment castings are non-destructively tested in order to establish first article quality. However, this is generally not required on production commercial investment castings; doing so will add costs. The following non-destructive tests are listed from least to greatest cost: 1. Magnetic Particle 11. Certification Chemical Certification can be provided at no extra cost. Mechanical Property Certification adds to cost, so it's best to consider a combination of Chemistry and Hardness Certification instead. Marking each casting with heat number also adds to the cost. Investment casting in lot numbers may be a good tracability option for commercial parts. 12. Tooling & Cavities If the design contains features that will raise scrap or rework rates (and the piece price), the Cheonseng Estimating Engineer will recommend design modifications to keep the piece price down.More cavities means higher tooling cost, but lower piece price. Configurations that do not allow metal cores to be drawn must be treated in one of the following ways: 1. Collapsible Cores - Lowest piece price, higher tooling cost. 13. Alloy Grade Alloys are listed from least to greatest cost: 2. 17-4PH and 400 Series Stainless Steel 3. 300 Series Stainless Steel 4. Tool Steels 5. Nickel Base Alloys 6. Cobalt Base Alloys |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||